


简介
凸轮轴是活塞式发动机里的一个部件。它的作用是控制气门的开启和闭合动作。虽然在四冲程发动机里凸轮轴的转速是曲轴的一半,不过通常它的转速依然很高,而且需要承受很大的扭矩,因此设计中对凸轮轴在强度和支撑方面的要求很高,其材质一般是特种铸铁,偶尔也有采用锻件的。见下图轿车发动机按照顶置凸轮轴的数目,分为顶置单凸轮轴和顶置双凸轮轴。当每缸采用两个以上气门时,气门排列形式一般有两种:一是进气门和排气门混合排列在一根凸轮轴上,即顶置单凸轮轴(SOHC-Single Over Head Cam)式发动机。这种发动机在顶部只安装了一根凸轮轴,因此一般每个汽缸只有两到三个气门(进气一到两个,排气一个),高速性能受到了限制。另一种是进气门与排气门分列在两根凸轮轴上 ,DOHC式(Double Over Head Cam,顶置双凸轮轴)发动机这种发动机由于配备了两根凸轮轴,每个汽缸可以安装四到五个气门(进气二到三个,排气二个),高速性能得到了显著的提升。


分类
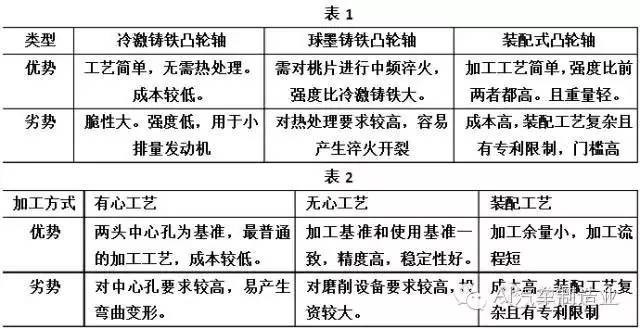
如果按毛坯形式分,有冷激合金铸铁、球墨铸铁、装配式三种。比较见表1。 如果按加工工艺分,有有心工艺、无心工艺、装配工艺三种。比较见表2。
根据凸轮轴的特点,主要有以下技术要求。
1).支承轴颈的尺寸精度及各支承轴颈之间的同轴度
2).键槽的尺寸和位置精度
3).止推面相对于支承轴颈线的垂直度
4) .凸轮基圆的尺寸精度和相对于支承轴颈轴线的同轴度
5).凸轮的位置精度
6).凸轮的形状精度(曲线升程)等
关键加工工艺
4.1车(磨)止推面
止推面是凸轮轴上轴向尺寸的基准。也是和缸盖的配合基准。止推面宽度为凸轮轴关键特性。
一般要求:宽度公差0.08、跳动:0.035
一般跳动要求低于0.035采用磨削止推面,高于0.035可以采用以车代磨。HARDINGE的车床可以满足跳动0.02的要求。

4.2磨削轴颈
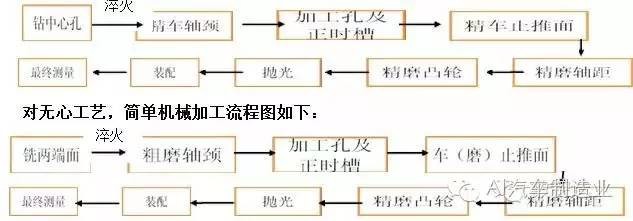
凸轮轴的轴颈磨削一般加工过程有车,粗磨,精磨。无心工艺只分粗磨和精磨。
设备要求:高精度CNC外圆磨床。推荐厂家日本ToYoda、日本KOYO、德国Junker、德国Mikorsa、德国Schaudt、英国
技术要求:直径公差0.021、跳动0.04、圆度0.005、Ra0.4
工艺过程:砂轮宽度大于轴颈宽度,砂轮仅做径向进给,轴向不移动。
有心工艺:中心孔定位,各轴颈依次磨削。
无心工艺:轴颈自定位,所有轴颈一次磨削。
测量:一般磨削轴颈要求在线有测量系统对轴颈的直径、跳动和圆度进行100%测量.
4.3凸轮磨削
凸轮轴加工中最关键的工序是磨削凸轮
一般分粗磨和精磨,也可仅精磨。有心加工已中心孔定位,辅助夹具确定正时位置并且驱动凸轮轴旋转。无心工艺由中心支架定位轴颈,一头定位正时位置并且驱动凸轮轴旋转。目前Schaudt有磨削轴颈和凸轮一次加工的设备,采用中心孔定位方式。转台式夹具,一次装夹可以实现先磨削轴颈再磨削凸轮。可避免两次装夹的产生的误差。有负曲率要求的凸轮必须分粗磨和精磨,粗磨采用大砂轮350mm磨出整体轮廓,精磨采用小砂轮150mm磨负曲率。
常见的加工缺陷为凸轮桃片型线不合格,基圆及跳动超差,桃片未加工到位。桃片基圆或基圆跳动超差后,气门开闭的时间不对,在冷试时会导致进排气的压力低或者产生泄漏可以使用Adcole对桃片基圆尺寸,桃片跳动等关键参数进行100%测量。还有的缺陷是止推面磨削不到位,信号轮压偏等,也会对发动机测试产生影响。(来源:AI汽车制造业)